






一 工藝過(guò)程
熱塑性塑料和熱固性塑料在加熱時(shí)都將降低粘度。然而,熱固性塑料的粘度卻隨時(shí)間和溫度而增加,這是因?yàn)榘l(fā)生了化學(xué)交聯(lián)反應(yīng)。這些作用的綜合結(jié)果是粘度隨時(shí)間和溫度而呈U型曲線。在最低粘度區(qū)域完成充填模具的操作這是熱固性注射模塑的目的,因?yàn)榇藭r(shí)物料成型為模具形狀所需壓力是最低的。這也有助于對(duì)聚合物中的纖維損害最低。
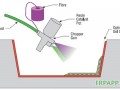
注射模塑工藝過(guò)程利用一螺桿使物料流經(jīng)加熱過(guò)的機(jī)筒,機(jī)筒則以水或油循環(huán)于機(jī)筒四周的夾套中。螺桿可按每種材料的不同類型加以設(shè)計(jì),稍加壓縮以脫除空氣并加熱物料獲得低粘度。大多數(shù)熱固性物料在此處的流動(dòng)都是相當(dāng)好的。
使物料進(jìn)入模具的操作是中止螺桿轉(zhuǎn)動(dòng)和用液壓把螺桿高速推向前,使被塑化的低粘度物料壓入模具中。這種快速流動(dòng)要求在0.5秒的時(shí)間里填滿模腔,壓力需達(dá)到193MPa。一旦填滿膜腔時(shí)物料的高速流動(dòng)產(chǎn)生更大的摩察熱以加速化學(xué)反應(yīng)。
模腔一旦被填滿,注射壓力就將降到保壓壓力 34.5—68.9MPa。這種保壓壓力維持在物料上5—10秒,隨后卸壓,然后開(kāi)始下一個(gè)周期塑化階段。
這種物料被保持在熱的模具中,直至變硬,然后打開(kāi)合模裝置,頂出制品。制品剛頂出時(shí)可以是輕度未固化和有點(diǎn)柔軟,在取出后1分鐘或2分鐘內(nèi)利用制品內(nèi)部保留的熱量完成最終固化。熱固性制品的整個(gè)生產(chǎn)周期為10—120秒鐘,這取決于制品厚度和原材料的類別。
為改進(jìn)制品的質(zhì)量和重現(xiàn)性采用了許多不同的和專門(mén)的技術(shù)。鑒于有一些熱固性聚合物在加熱時(shí)產(chǎn)生氣體,在模具被部分充滿后往往有一個(gè)放氣操作。在這一步驟中,模具微微開(kāi)啟,以便讓氣體逸出,然后迅即關(guān)閉,把余下物料再注人。
注壓模塑提供了較高的強(qiáng)度、較好的尺寸控制,并改進(jìn)了表面狀態(tài)(外觀),這是因?yàn)椴捎昧藥в猩炜s式膜腔與膜芯的模具而得到的,注射過(guò)程中模具可以開(kāi)啟 1/8—l/2 in,并隨后迅速壓緊,似模具關(guān)閉那樣。
由玻璃纖維、填充料和聚酯不飽和樹(shù)脂制成的整體模塑料可以在機(jī)器上裝上另外的專門(mén)設(shè)備來(lái)完成注射模塑。將一活塞式供料機(jī)連接于機(jī)筒上,以強(qiáng)制供料,隨后可以用兩種不同的方式進(jìn)行作業(yè)。一種帶有傳統(tǒng)的往復(fù)式螺桿,螺桿將物料推向前方,同時(shí)混煉和加熱。這需要螺桿末端有一止過(guò)閥。防止物料返流回螺桿螺紋上,因?yàn)槲锪系恼扯群艿汀A硗庖环N方式是利用柱塞或活塞將物料壓入模具模腔中,柱塞往往用于含玻璃纖維重量超過(guò) 22%的物料,因?yàn)檫@對(duì)纖維的損害較小,亦可得到較高的強(qiáng)度。
最早應(yīng)用于熱固性塑料成型的另一種工藝方法是壓塑法(compression moulding)和壓鑄法(transfer Moulding)與它們相比,注塑法(Injection Moulding)的優(yōu)缺點(diǎn)如下:
注塑法比壓塑法優(yōu)越處是:較快的成型周期(2~3倍)過(guò)程自動(dòng)化;制品變化較少;較低的人工費(fèi);高的生產(chǎn)能力。
注塑法相對(duì)于壓塑法的缺點(diǎn)是:較高的設(shè)備和模具投資;壓塑法可以得到較高的制品強(qiáng)度和較好的表面光潔度。
壓鑄法的優(yōu)點(diǎn)一般介于注塑法和壓塑法之間。
二 設(shè)備
選擇熱固性塑料注塑用設(shè)備的重要因素包括:合模裝置能力和注塑能力;控制系統(tǒng)和機(jī)筒溫度。
閉合壓力以噸計(jì)的合模裝置,其選擇應(yīng)根據(jù)制品和流道的確定投影成型面積。所需噸位可由 1.5~5t/in2,這取決于模塑制品的復(fù)雜程度和所用的原材料。設(shè)備大小在30~3 000t間,大多數(shù)常見(jiàn)設(shè)備在100~600t之間。鋼板的厚度和機(jī)器的剛性至為重要。使注料時(shí)盡可能少產(chǎn)生彎曲變形,導(dǎo)致溢料去除困難。
機(jī)器的注射能力,需要根據(jù)充填模具所需最大注射壓力和模腔與流道體系內(nèi)物料體積進(jìn)行分析。所需注射壓力由聚酯整體模塑料所需的96.5MPa直到一些特種酚醛塑料所需的207MPa。機(jī)器的注射能力往往是以理論體積量來(lái)標(biāo)志(螺桿或活塞注射的面積乘以其沖程)。
一般情況下,設(shè)備的能力按該設(shè)備所能生產(chǎn)的制品體積的85%確定。當(dāng)設(shè)備以聚苯乙烯生產(chǎn)能力來(lái)標(biāo)志時(shí),在確定制件重量計(jì)之生產(chǎn)能力時(shí)必須考慮到它和熱固性塑料密度上的差異。
目前流行的控制系統(tǒng)是計(jì)算機(jī)控制,可選擇注射速度、合模裝置的負(fù)荷。工藝操作的程序、側(cè)模芯至移入模具中的運(yùn)動(dòng)、頂出裝置的工作周期以及機(jī)筒和模具溫度的控制。一個(gè)特定模具和特定原料依次加料的調(diào)定和記錄的方法是極有價(jià)值的。因?yàn)樵诠に囘^(guò)程中有大量的變量。
機(jī)筒溫度的控制是通過(guò)流經(jīng)包覆機(jī)筒之夾套的熱水進(jìn)行的。模具溫度控制最普遍的是利用插入式加熱器進(jìn)行,但也可以采用蒸汽或循環(huán)熱油進(jìn)行。高度可控的模具溫度是獲取均勻制品最重要的。
常用設(shè)備的選擇包括:整體模塑料所用的供料器、快速更換模具系統(tǒng)、為快速注射用的液壓流體儲(chǔ)料缸、模具滑動(dòng)用的連接于液壓系統(tǒng)上的側(cè)模芯、機(jī)械手式取件系統(tǒng)以及空氣噴氣裝置(去除每成型周期中產(chǎn)生的溢料)。
由于聚合物的低粘度,它流入分模線上形成一層薄的膜狀物,因此,熱固性塑料成品常常需修整去除飛邊。模塑制品的飛邊去除往往是通過(guò)將制品進(jìn)行滾光或?qū)⑺鼈兺ㄟ^(guò)一臺(tái)設(shè)備,在這臺(tái)設(shè)備中,高速狀態(tài)的塑料粒敲掉了脆的飛邊層。三 應(yīng)用
注射模塑法生產(chǎn)出的熱固性材料的主要市場(chǎng)包括:
汽車工業(yè):發(fā)動(dòng)機(jī)部件、頭燈反射鏡和制動(dòng)用制品。
電氣工業(yè):斷路器、開(kāi)關(guān)殼體和線圈架。
家用電器:面包烘箱板、煮咖啡器的底座、電動(dòng)機(jī)整流子、電動(dòng)機(jī)外殼和垃圾處理機(jī)外殼。
其 它:電動(dòng)工具殼、燈具外殼、氣體流量計(jì)和餐具。








 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)