






玻纖增強熱塑性塑料,是將玻纖與樹脂熔融共混形成的。一般的復合材料的兩組分的相容性較好,復合材料的性能便優越;而玻纖是無機化合物,與高分子樹脂相容性本身就差,直接用做填料,會影響增強效果。為了取得與熱塑性樹脂較好的相容性,或者稱與樹脂形成較好的物理相牢固的界面,玻纖必須經界面處理劑(偶聯劑)處理。在生產玻纖增強的塑料材料時,為了便于加工,常常加入一定劑量的潤滑劑等物質。一般地,玻纖增強塑料相對于基體樹脂,相對密度能增加6-20%;強度、耐熱性等可增加0.5-3倍。
一、玻纖增強材料的特點
在塑料的塑化和注射過程中,玻璃纖維始終保持著固體狀態不發生相變,不可避免的阻礙了物料的流動,降低了物料的流動性。確定工藝條件時要注意這些問題,采取相應的工藝,以免產生充模不足、熔接痕明顯、纖維分布不均等缺陷。
玻纖增強樹脂的收縮率一般比非增強的低1/4~1/2,且收縮率隨料流方向的不同而有所不同,沿料流方向的收縮率小,垂直于料流方向的收縮率大,澆口處收縮小,遠離澆口部分的收縮變化大。
受玻纖長徑比在樹脂中含量以及分布等的影響,樹脂性能不穩定,給加工和產品最終表觀質量和尺寸的均勻性帶來一定的影響。玻璃纖維易浮于制品表面,使制品表面不光潔,影響制品外觀。制品的表面光澤與型腔粗糙度、工藝條件有關,提高物料和模具溫度、合理設置注射速率和注射壓力,通常都有利于提高制品的表面光澤。
玻纖的加入雖然不會改變塑料的高分子結構,但會程度不同地改變塑料的物理性能:有些非吸濕性塑料加入玻纖增強后,會產生吸濕作用,為此,還需在成型之前進行干燥。
二、玻纖增強材料模具設計特點分析
熱塑性增強塑料與普通塑料在產品設計及所使用的模具方面既具有相同點,又因增強材料的特性而具有一些不同點。
1.玻纖增強材料對應制品結構分析
塑料制品的各處壁厚都追求均勻化。制品的壁厚設計得均勻,就能夠控制或克服在成型過程中因為壁厚過厚而造成的凹陷以及因為冷卻不均而產生的變形(因為壁厚不均造成冷卻不均)等缺陷。對于有特殊用途,而不能達到壁厚一致的情況下,在壁厚尺寸變化部位應采用過渡尺寸,不宜驟變。
如圖1-a、1-b所示。
2.玻纖增強材料注塑模具結構分析
(1)澆口位置和數量
模具澆口位置和數量設計合理,可大大降低制品收縮的不均勻性。
玻璃增強材料由于收縮的不一致,還會造成縱、橫向強度相差近一倍,且熔接線處形成強度差的薄弱環節[3];玻纖材料制件易出現浮纖,浮纖是纖維表現在塑膠原材表面的現象,浮纖的程度受澆口位置的影響,會出現表面顏色不均勻的現象,這些現象在體積較大,顏色較深(例如黑色)的制件上體現較明顯。因此設計模具時,要合理安排澆口數量和澆口位置,才能打出性能一致的制品。
由圖1制品可見,浮纖是出現在沒有進澆口的兩側,造成制品表面顏色不均。無論怎樣調節工藝參數,也無法改善此現象。因此,考慮用改變澆口位置和數量來改善。如圖2-a、2-b所示。
圖2-b是在圖2-a的基礎上,加了兩個進澆口之后的制品圖,從圖中可以明顯地看出,它的表面比原本只有兩個進澆口的制品(如圖2-a所示)的表面均勻。由此現象可以總結出,進澆口的位置和數量影響到玻纖的眾橫取向以及浮纖的出現。
(2)脫模機構
由于玻纖增強材料的收縮率較低,在不宜設置脫模斜度的部位應充分考慮增加脫模力。一般的頂出采用頂桿、頂板或混合式。低收縮率使得包裹型芯的力量較小,在成型時容易出現粘前模現象,在設計時要注意克服這一問題。以上述制品為例,在未對模具修改前,發現制品粘前模,無論如何調整注塑工藝條件,都很難解決這一問題。因此,必須對模具進行修改。
圖3-a、3-b為模具動模(型芯),從圖3-b可以看到型芯側面有一排小孔,這一方案是前期試模發現粘前模后,經過改模加上的,原本模具(圖3-a)側面沒有這些小孔。當模具動模上沒有這些小孔時,打出來的制品因為收縮率小,總是粘在前模上,使制品難以脫模;動模上加上這些小孔,是為了加大制品對動模的黏附力,使制品跟著動模一起走,防止制品總是粘在前模上。
三、玻纖增強材料成型工藝特點分析
1. 溫度
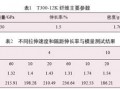
下表列出了常用玻纖增強材料的使用溫度。
從表1可以總結出:加了玻纖的材料的加工溫度一般比沒加玻纖增強的材料的使用溫度高10-20℃。
2.注射工藝、保壓參數的設定
使用玻纖材料的模具,最值得注意的是注射壓力和注射速度。這兩個因素直接影響制品的表觀質量和尺寸要求。
從圖4中很明顯地可以看到,一個制品表面存在一排亮點,而另一個則不會存在這種現象。這兩個制品射出參數的差異如下:
表2 射出界面的工藝參數
圖4和表2顯示,兩個制品的射出工藝參數的變量只有注射壓力。可見壓力對制品的表觀質量影響很大。注射壓力過大就會在制品表面產生亮點,減小壓力。但是注射壓力小,制品的尺寸就會減小。因為客戶既要求表觀質量也對尺寸有偏差范圍的控制。所以最后,也只能再通過修改模具來改善這個現象。
另外,保壓壓力和時間的設定可以防止熔體倒流,又可以調整模腔內熔體的密實程度。適當的保壓可以提高制品質量。文中所舉圖例,使用的材料是PA/GF,由于PA/GF的粘度低、流動性較好(容易產生倒流),所以制品成型后需要提供保壓。
四、玻纖材料常見其他缺陷分析及解決方法
玻纖材料注塑出來的制品經常存在脆、易斷的現象(特別是小產品)。其原因可能是玻纖材料在注塑加工過程中受損了。因而為了防止玻纖損傷及取向,應嚴格控制注射壓力與速度。
據觀察,玻纖增強材料的制品很容易出現熔接痕,影響熔接痕強度的主要因素如下:①相匯融的熔體的相容性;②相匯融處熔體的壓力。雖然相匯融處的熔體的壓力可通過注塑工藝進行有效的調節;但相匯融材料的相容性受玻纖含量的影響,玻纖含量的高低及玻纖在復合材料中的分散性是決定因素。這些因素就要在選購材料時進行處理了。
五、總結
目前已廣泛使用的纖維增強熱塑性材料有增強聚酰胺類、增強聚烯烴類、增強聚苯乙烯類、增強聚甲醛、增強PBT、增強ABS、增強PC等等。熱塑性[3]增強材料的眾多優點,促使了應用領域的拓展,廣泛應用于汽車工業、電器、電機、紡織配件及特殊用途等。








 魯ICP備2021047099號
魯ICP備2021047099號