






拉擠成型工藝主要用來生產復合材料產品,是復合材料業中應用最廣泛的一項工藝。近些年來隨著環境問題的日漸突出,采用拉擠工藝制造連續纖維增強熱塑性塑料復合材料越來越多地受到人們的關注。
盡管熱塑性塑料拉擠成型具有較強的柔韌性和抗沖擊性能、良好的抗破壞能力、損傷容限高、可補塑、可焊接、生物相容性好、可回收、成型時無需固化反應、成型速度快及可以重復利用等特點,但迄今仍未獲得普遍的商業應用。原因在于這種工藝受到以下缺點的制約:如熔體黏度高、成型溫度高、基體在室溫下呈固態,需要精確控制冷卻和熔體冷卻時收縮率大,產品質量波動大等。
為了使熱塑性材料的拉擠成型應用獲得更廣泛的應用,重要的任務是開發最合適的加工工藝、降低成本和提高質量。由于拉擠工藝本身是一種能夠經濟的連續生產復合材料的典型制造工藝,并且可以實現自動化連續生產及制品的用途廣泛,所以該工藝在工業發達國家已受到普遍重視,發展速度很快。如美國專利(專利號:US5091036)以及Dr.ScottTaylor 對熱塑性復合材料的研究成果的發表,給熱塑性復合材料拉擠成型的工業應用帶來突破性的推進。
概括而言,從熱固性基體拉擠成型轉變到熱塑性基體拉擠成型所遇到的關鍵問題主要包括:基體在室溫下呈固態、在熔融溫度下流動性差(黏度高)和熔體冷卻時收縮率大等特點,目前,實施熱塑性樹脂基復合材料的拉擠成型典型研究成果及其進展可概括如下。
1、 生產工藝方面
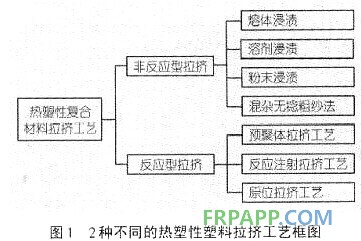
由于熱塑性樹脂融體的黏度大,浸漬困難,因而改進研究工作的關鍵點集中在浸漬技術方面,而不同拉擠工藝的根本區別也就在浸漬方法和浸漬工藝的差異上。通常,根據浸漬技術可把熱塑性復合材料拉擠工藝分為非反應型拉擠工藝和反應拉擠工藝兩大類。從目前應用情況來看,非反應型工藝占主體,應用較為廣泛,相對來講也比較成熟。圖1 是采用2 種不同方式的熱塑性復合材料拉擠工藝示意圖。
熱塑性樹脂基復合材料拉擠成型工藝的過程及特點
1.1 非反應型拉擠工藝
1.1.1 熔體浸漬
浸漬方法一般是讓均勻分散、預加張力的連續纖維束通過一連串輪系,使纖維在熔融樹脂中充分浸漬。為提高浸透性,還通常加一定的壓力,或混入低相對分子質量同種類的改性組份(或增塑劑)等。該工藝目前已比較成熟,具有浸漬時纖維不易纏繞,且能加工一切可以熔融流動的塑料材料的優點。
1.1.2 溶劑浸漬
該方法是選用一種合適的溶劑,也可以是幾種溶劑配成的混合溶劑,將樹脂完全溶解,制得低黏度的溶液,并以此浸漬纖維,然后將溶劑揮發、回收制得預浸料。該方法克服了熱塑性樹脂熔融黏度高的缺點,可以很好地浸漬纖維。該工藝也存在一些不足,如溶劑的蒸發和回收費用昂貴,且易污染環境;若溶劑清除不完全,在復合材料中常會形成氣泡和孔隙。
所以采用該方法進行加工的復合材料,在使用過程中其耐溶劑性會有一些影響。
1.1.3 粉末浸漬
粉末浸漬制備技術是在硫化床中,通過靜電作用將樹脂細粉吸附于纖維束中纖維單絲的表面,然后加熱使粉末熔結在纖維的表面,最后在成型過程中使纖維得以浸潤。加工過程不受基體黏性的限制,高相對分子質量的聚合體可分布到纖維中。這種工藝纖維損傷少,聚合物無降解,具有成本低的潛在優勢。適合于這種技術的樹脂粉末直徑以5~l 0 ìm 為宜。
1.1.4 混雜無捻粗紗法
該法是將熱塑性樹脂紡成纖維或薄膜帶,然后根據含膠量的多少將一定比例的增強纖維和樹脂纖維束緊密地合并成混紗,再通過一個高溫密封浸漬區,將樹脂纖維熔成基體。該法的優點是樹脂含量易于控制,纖維能得到充分的浸潤。
1.2 反應型拉擠工藝
1.2.1 預聚體拉擠工藝
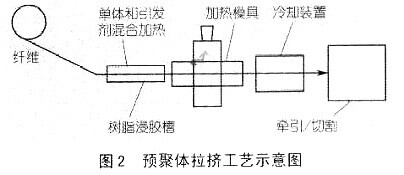
這種工藝所使用到的樹脂是將單體和引發劑混合后再加熱熔融,由于預聚體初始相對分子質量小、黏度低及流動性好,使得纖維與之一邊浸潤、一邊反應,從而可達到理想的浸漬效果。這種工藝要求單體聚合速度快,反應需精確控制。該工藝適用于玻璃纖維、碳纖維、尼龍以及其他纖維增強的熱塑性塑料的拉擠成型,樹脂的適用范圍較廣。預聚體拉擠工藝流程如圖2所示。
熱塑性樹脂基復合材料拉擠成型工藝的過程及特點
1.2.2 反應注射拉擠工藝
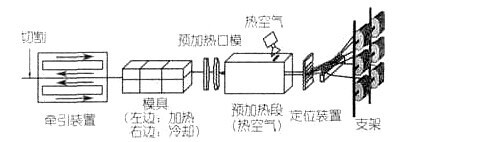
與通常的拉擠工藝相比,反應注射(RIM)拉擠工藝的特點在于:拉擠過程中是將樹脂組份直接注入樹脂浸漬腔或拉擠模具入口處與增強材料浸漬,然后通過加熱的模具成型,它實際上是將拉擠工藝與(R I M )模塑工藝結合起來, 而形成的一種很有特色的工藝。
R IM 拉擠工藝過程中,樹脂體系一般分成A、B兩個組份,每一組份自身都不會反應。將樹脂體系的A 、B兩組份預熱后經計量泵送入樹脂混合單元,充分混合后直接導入樹脂浸漬腔或模具入口處浸漬增強材料,其中增強材料也經過預熱,這樣就保證了樹脂浸漬在高溫的條件下進行,這時樹脂體系的黏度極低,因而對纖維浸透性極好;樹脂組份的混合和使用同時進行,也不存在樹脂使用期的問題,由于樹脂混合單元鄰近模具入口處,因此有可能采用快速固化的或者在常溫下呈固態的樹脂體系 。
RIM 拉擠工藝如圖3 所示。

熱塑性樹脂基復合材料拉擠成型工藝的過程及特點
1.2.3 原位拉擠工藝
這種拉擠工藝實際與R IM 工藝類似。不同的是,在線制備的樹脂直接注入拉擠模具。
2、 生產設備方面
與熱固性樹脂拉擠設備相比,熱塑性樹脂拉擠需要增加一些特定的設備:如浸漬站(粉末或熔體槽)、特制的模具和冷卻段。熱塑性樹脂反應性拉擠及非反應性拉擠中的粉末浸漬和熔體拉擠工藝中還需要對增強纖維進行預熱(如圖4所示)。國外University of Ghent,Department of textiles最近設計并開發出了整套的用于熱塑性塑料纖維增強拉擠成型的生產線,其中添加的預加熱裝置可有效提高增強纖維與樹脂分散性能,而熔體黏度、增強纖維數量、材料最初溫度以及牽引力的大小等參數則是預加熱裝置的長度與溫度的決定因素。
2.1 熱塑性塑料與熱固性塑料的拉擠工藝裝備的對比
(1)材料方面熱固性塑料拉擠:增強纖維與樹脂通過浸漬槽在拉擠過程中混合均勻;熱塑性塑料拉擠:用已經提前進行過預浸漬的纖維與樹脂直接進行拉擠。
(2)模具方面熱固性塑料拉擠:在模具中通過加熱固化;熱塑性塑料拉擠:在模具中通過冷卻固化,并且模具中有加熱裝置,保證纖維與樹脂分散均勻。
2.2 熱塑性塑料拉擠模具的特點
熱塑性塑料拉擠模具是整個生產線的核心部件。制品硬化、成型和冷卻等工藝步驟都在模具內通過壓力和溫度傳遞進行。對熱塑性塑料拉擠模具的要求一般源于對熱固性塑料拉擠模具的基本要求,如較好的耐磨性、模腔表面高光潔度、尺寸穩定性、易操作性和分區溫度控制等。這些目標目前可通過以下方法達到:使用鍍鉻工具鋼、雙層設計和電加熱元件等。
通常要求模具模腔應拋光并鍍硬鉻,模具硬度應達HRC70 ,粗糙度Rz<0 .4。硬化區的長度取決于熱補償過程或必需的硬化時間。根據文獻報道,模具硬化區可從50、500到1000mm 不等。
已有研究證明,從300至500mm 的模具長度能賦予拉擠型材最佳的形狀和力學性能。
通常熱塑性拉擠模具內應分隔成不同的溫度區(如圖5所示),其主要分為加熱與冷卻兩部分。加熱部分是為了保證纖維與樹脂均勻分布,較長的加熱段可以保證產生足夠的壓力使樹脂/ 玻纖充分流動混合,而冷卻部分則是為了混保證產品的尺寸穩定性。這種熱隔離能保證模具長度方向上有適宜的溫度梯度,并可采用不同直徑的芯軸來適應不同熔體的不同收縮性。
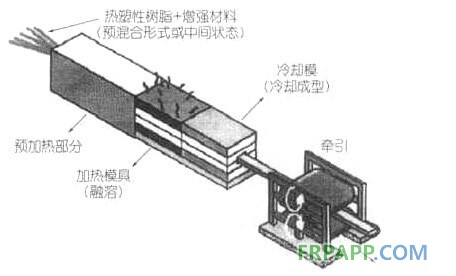
圖5 熱塑性樹脂拉擠模具結構示意圖
熱塑性樹脂基的拉擠成型在國外已經進入實用階段,而在我國尚處于初步的探索應用階段,要加快這一成型技術的開發應用,關鍵點就是要充分掌握增強纖維的浸漬與工藝參數的正確選擇,并能力提高生產設備的穩定性。








 魯ICP備2021047099號
魯ICP備2021047099號