






SMC模壓工藝是一種先進(jìn)的復(fù)合材料成型方式,而模具是SMC工藝的基礎(chǔ),良好的產(chǎn)品質(zhì)量是由可靠的模具來保證的。因此在SMC模壓工藝的設(shè)計(jì)工作中,模具的設(shè)計(jì)尤為重要。
在SMC模壓械具設(shè)計(jì)過程中,要根據(jù)產(chǎn)品的具體尺寸設(shè)計(jì)模具的型腔。除此之外還要根據(jù)產(chǎn)品的表面質(zhì)量要求和需求量大小選擇合適的材料。為了保證產(chǎn)品的質(zhì)量和工藝可行性,應(yīng)合理設(shè)計(jì)模具的剪切邊、頂出系統(tǒng)等。
1、分型面設(shè)計(jì)
為產(chǎn)品易于脫模,保證產(chǎn)品精度、強(qiáng)度及便于模具加工等因素,分型面的選擇應(yīng)考慮如下原則:①為使產(chǎn)品便于推出,簡(jiǎn)化頂出機(jī)構(gòu),分型面的位置應(yīng)使產(chǎn)品在開模后盡可能留下在下模;②盡量減少飛邊對(duì)產(chǎn)品外觀的損害,同時(shí)應(yīng)便于清除殘余的飛邊;③便于模具制造及模具零件加工;④徑向尺寸精度要求高的產(chǎn)品,應(yīng)考慮飛邊厚度對(duì)產(chǎn)品精度的影響,取垂直分型面便于保證產(chǎn)品徑向精度;⑤保證產(chǎn)品的強(qiáng)度,避免產(chǎn)品出現(xiàn)尖角及薄壁。
分型面的設(shè)計(jì)非常重要,應(yīng)該在模具設(shè)計(jì)初期對(duì)產(chǎn)品進(jìn)行分型設(shè)計(jì),畫出分型設(shè)計(jì)圖紙,確保產(chǎn)品能順利脫模且便于生產(chǎn)。
2、加工精度要求
新模具加工精度主要有三個(gè)方面:尺寸公差、形位公差及表面粗糙度。我們通常對(duì)模具廠家提的加工精度要求主要是尺寸公差和表面粗糙度。尺寸公差又大致分為:外形尺寸和模腔尺寸。兩類對(duì)于模具外形尺寸要求比較寬松,實(shí)際加工尺寸和模具圖紙理論尺寸誤差不超過±1.5mm都算合格。面模腔尺寸精度要求必須按圖紙嚴(yán)格控制,一般不超過0~0.1mm。我們所說的模具表面精度一般指表面粗糙度,處理后一般要求模具型腔糙度為0.4,其余為12.5。我們可根據(jù)實(shí)際產(chǎn)品表面要求提出相對(duì)應(yīng)的模具表面加工精度。
3、模具設(shè)計(jì)
3.4 加熱方式的確定
模具的溫度直接影響到制品的成型質(zhì)量和生產(chǎn)效率,所以模具上需要添加加熱系統(tǒng)以達(dá)到理想的溫度要求。
加熱系統(tǒng)分為電加熱、蒸氣加熱及油加熱。電加熱為最常用的加熱方式,其優(yōu)點(diǎn)是設(shè)備簡(jiǎn)單、緊湊,投資少,便于安裝、維修、使用,溫度容易調(diào)節(jié),易于自動(dòng)控制;蒸氣加熱,加熱快,溫度比較均勻,但不易控制,費(fèi)用相對(duì)電加熱較高;油加熱,溫度均勻穩(wěn)定,加熱快,但對(duì)工作環(huán)境有污染。
對(duì)于新模具選用何種加熱方式,可根據(jù)各公司現(xiàn)有條件及模具大小、模腔復(fù)雜程度等因素確定。
3.5 表面處理的選擇
為了提高模具表面的耐磨性和耐蝕性,常對(duì)其進(jìn)行適當(dāng)?shù)谋砻嫣幚怼?br />
模具鍍鉻是一種應(yīng)用最多的表面處理方法。鍍鉻層在大氣中具有強(qiáng)烈的鈍化能力,能長(zhǎng)久保持金屬光澤,在多種酸性介質(zhì)中均不發(fā)生化學(xué)反應(yīng)。鍍層硬度達(dá)1000HV相當(dāng)于HRC65,因而具有優(yōu)良的耐磨性。鍍鉻層還具有較高的耐熱性,在空氣中加熱到500度時(shí)其外觀和硬度仍無明顯變化。
3.1 脫模斜度設(shè)計(jì)
由于SMC制品冷卻后產(chǎn)生收縮,會(huì)使產(chǎn)品緊緊包住模具型芯和型腔中的凸起部分。為了便于順利取出產(chǎn)品,防止脫模時(shí)撞傷或擦傷產(chǎn)品,設(shè)計(jì)SMC制品時(shí),其內(nèi)外表面沿脫模方向均應(yīng)具有足夠的脫模斜度。
在設(shè)計(jì)時(shí),應(yīng)注意以下兩個(gè)方面:①模壓成型較大的SMC制品時(shí),要求內(nèi)表面的脫模斜度大于外表面的脫模斜度;②常用脫模斜度值為1~1.5度,也可小到0.5度。
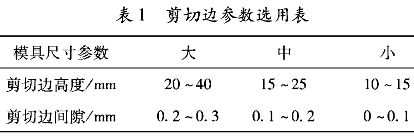
3.2 剪切邊設(shè)計(jì)
模具的剪切邊是上下模相互咬合部分,一般要求采用火焰淬火。在SMC模壓工藝過程中,剪切邊間所夾的是產(chǎn)品的毛邊。毛邊對(duì)產(chǎn)品來說是無用部 分,從這一點(diǎn)來說模具剪切邊的間隙可以大一些。但剪切邊過大容易造成跑料及卸壓,這可以通過調(diào)整剪切邊的高度來解決,即在設(shè)計(jì)剪切時(shí)有兩個(gè)需設(shè)計(jì)及可調(diào)整的因素,剪切邊的間隙和剪切邊的高度。剪切邊是模具設(shè)計(jì)最重要的因素之一,剪切邊的大小是否合適直接影響到產(chǎn)品能否成型以及產(chǎn)品成型時(shí)是否存在缺陷,因此應(yīng)對(duì)其嚴(yán)格要求和控制。具體情況見表1。
3.3 圓角設(shè)計(jì)
模塑料制品除了使用上述要求采用尖角處之外,其余所有轉(zhuǎn)角處均應(yīng)盡可以有圓弧過渡。產(chǎn)品尖角處易產(chǎn)生應(yīng)力集中,在受力或沖擊振動(dòng)時(shí)會(huì)發(fā)生破裂,甚至在脫模過程中由于壓制內(nèi)應(yīng)力而容易裂開,影響產(chǎn)品強(qiáng)度。一般情況下,采用圓角半徑為0.5mm就能使產(chǎn)品強(qiáng)度大大增加。采用圓角的優(yōu)點(diǎn)主要有兩方面:①避免應(yīng)力集中,提高了產(chǎn)品強(qiáng)度及美觀;②模具在淬火和使用時(shí)不致因應(yīng)力集中而開裂。
3.4 加熱方式的確定
模具的溫度直接影響到制品的成型質(zhì)量和生產(chǎn)效率,所以模具上需要添加加熱系統(tǒng)以達(dá)到理想的溫度要求。
加熱系統(tǒng)分為電加熱、蒸氣加熱及油加熱。電加熱為最常用的加熱方式,其優(yōu)點(diǎn)是設(shè)備簡(jiǎn)單、緊湊,投資少,便于安裝、維修、使用,溫度容易調(diào)節(jié),易于自動(dòng)控制;蒸氣加熱,加熱快,溫度比較均勻,但不易控制,費(fèi)用相對(duì)電加熱較高;油加熱,溫度均勻穩(wěn)定,加熱快,但對(duì)工作環(huán)境有污染。
對(duì)于新模具選用何種加熱方式,可根據(jù)各公司現(xiàn)有條件及模具大小、模腔復(fù)雜程度等因素確定。
3.5 表面處理的選擇
為了提高模具表面的耐磨性和耐蝕性,常對(duì)其進(jìn)行適當(dāng)?shù)谋砻嫣幚怼?br />
模具鍍鉻是一種應(yīng)用最多的表面處理方法。鍍鉻層在大氣中具有強(qiáng)烈的鈍化能力,能長(zhǎng)久保持金屬光澤,在多種酸性介質(zhì)中均不發(fā)生化學(xué)反應(yīng)。鍍層硬度達(dá)1000HV相當(dāng)于HRC65,因而具有優(yōu)良的耐磨性。鍍鉻層還具有較高的耐熱性,在空氣中加熱到500度時(shí)其外觀和硬度仍無明顯變化。










 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)