






一般來說,裝模操作時還應考慮以下幾個問題。
△所投放的BMC模塑料的溫度一般應在15℃以上。
△應根據壓制時能獲得最短的流動路徑來選擇投放物料的位置,最好是保證物料能同時到達模腔的各個角落:對于有可能出現物料滯留或“死角”的地方,可預先在該處投放物料。
△應盡可能使投放的物料均勻分布。
△因通用BMC模壓料在150℃時所需的固化時間還不到lmin/mm,因此投料應迅速。如使用手工稱量物料,由于速度較慢而不利于生產效率的提高,因此,在壓制較小的制品時,最好是采用有共用加料室的模具。
△對于形狀比較復雜的制品,可先將物料預壓成與制品相似的坯塊,這樣可以避免壓制出的制品在凸出的部位上出現缺料或產生熔接線等問題。
△為便于投料和貯存,在配制BMC模塑料時,一般都把其擠壓成條狀或團塊狀。切忌將物料松散的投滿模腔,這不利于壓制時順利的將氣體排出、減少制品起泡。如用條狀料進行模壓時,應采用垂直加料的方式,這可得到各個方向都具有相同強度和收縮均勻的模壓制品。
4.壓制
(1)閉模、加壓加熱和固化
當完成向模腔內投料以后,則進行閉模壓制。由于BMC模壓料的固化速度非常快,而且為了縮短成型周期,防止物料出現過早固化(局部的過早固化會影響到壓制物料的流動),在陽模未觸及物料前,應盡量加快閉模速度;而當模具閉合到與物料接觸時為避免出現高壓對物料和嵌件等的沖擊,并能更充分的排除模腔中的空氣,此時應放慢閉模速度。
(2)開模及脫模(頂出制品)
當制品完全固化后,為減少成型周期,應馬上開模并脫出制品。如果制品的形狀比較簡單,而且模具的脫模斜度、模腔的表面光亮度等都比較合適,則制品的脫模不會有什莫困難。對于形狀比較復雜的制品,脫模的難度有可能提高。
5.制品的后處理及模具的清理
(1)制品的后處理
BMc模塑料的成型收縮率很小,制品因收縮而產生翹曲的情況并不嚴重。對于有些制品如出現有上述現象,可采取將其置于烘箱中進行緩慢冷卻的方法來消除。
(2)制品的修整
由于BMc模壓制品往往都會產生一些飛邊與其連在一起,需要將其除去。飛邊的最大厚度應該限制在0. lmm的范圍內。如果飛邊的厚度太大,則不但除去困難,而且物料浪費也太大,成本也會大大提高。如果時間允許的話,操作者可以在閉模固化的間隔時間里用挫刀片、修飾砂帶、壓入棒等工具將制品上的飛邊和孔洞等進行清理。小的制品通常都用滾輪磨邊機來清除飛邊。
(3)模具的清理
制品脫出后,應認真的清理模具。首先應把殘留在模具中的BMC碎屑、飛邊等雜物全部清理干凈,特別是應將滲入到模腔結合面各處間隙中的物料徹底清除,否則不但會影響到制品的表面質量,而且還有可能會影響到模具的開合和排氣。
清理模具一般要采用壓縮空氣、毛刷和銅質的非鐵工具,目的是在清理時不會損傷模腔表面。模具清理后對于容易出現粘模的地方可涂刷一定量的脫模劑,然后再仔細的檢查模腔內是否還有其他外來物存在,當做完上述工作后,即可進入下一個工序。
6.壓制成型工藝條件
與一般的熱固性模塑料一樣,BMC模塑料的壓制成型條件包括:成型壓力、成型溫度、固化時間等參數。
(1)成型壓力
BMC模塑料由于具有良好的流動性,因此在模壓時不需要很高的壓力就可以使其充滿整個模腔。對于同一種組分的BMC模塑料來說,其成型壓力主要是根據制品的復雜程度、制品的性質和其他成型工藝條件開選定的。例如,在壓制一些形狀簡單的制品時,5MPa的壓力就足夠了;對于設有凸臺或有盲孔的形狀較為復雜的制品,則可能要用高一些的壓力。
模具的類型對壓力的選擇也有影響,溢式壓模比半溢式的壓模使用的壓力小些,而不溢式壓模(很少用于BMC的壓制)所使用的壓力則要大些,甚至高幾倍。另外,對壓制成型表面質量要求高的制品,也要使用比較高的成型壓力。
對于大多數的BMC模壓制品來說,3. 5-7. OMPa壓力已經足夠了;但對于不溢式壓模和表面要求比較高的制品,有時可能要用到14MPa的成型壓力。
(2)成型溫度
BMC模塑料的壓制成型溫度是十分重要的工藝參數。成型溫度的高低與物料的類型、配方(組分)、所使用的成型壓力、制品的復雜程度及壁厚、收縮的控制、流動條件以及有無預熱等都有關。
溫度高,固化速度快,生產效率高;而要想獲得好的表面質量,則要用較低的溫度,特別是對有些要求用慢速閉模的成型制品。但溫度低、物料流動時間長,會使壓制成型過程放慢。為防止制品表面出現開裂,對一些深型腔、形狀復雜而壁薄的制品,則需要采用低溫的成型條件。
一般來說,上下模具通常是采用相同的溫度,但有時為了方便脫出制品,或是為了脫模的需要而選擇性地使其出現粘模,則應使兩半模的溫度有所差別。一般來說,希望制品能留在其上的該半模的溫度應低約5-15℃。
(3)固化時間
所有級別的BMC模塑料在壓制成型時其固化速度都是很快的,但也會有一些不同,如用黑顏色的BMC模塑料成型時明顯要比一般顏色的產品固化得慢,如圖3.18所示。圖中(a)表示淺色的制品在不同的厚度下的固化時間;而(b)則是表示加了炭黑(黑色)而不同厚度的制品的固化時間。對圖中數據進行比較可以看出,對于厚度、成型溫度相同的制品,黑顏色所需的固化時間要多一些。
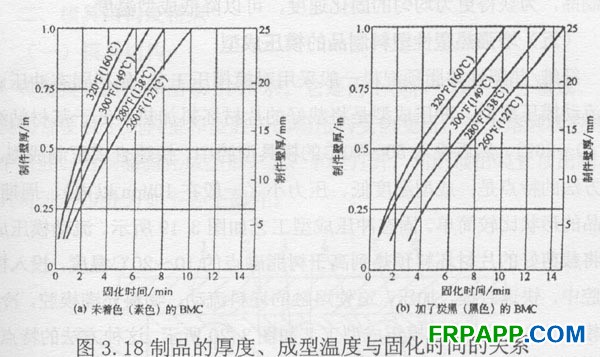
如果是根據制品的厚度來選定固化時間的話,一般來說,制品的壁厚為3mm時,固化時間約為3min;厚度為6mm時約4-6min; 12mm厚時約為6一l0min。
(4)合模速度
由于BMC模塑料具有快速固化的特性,因此,在向模腔投放物料后可以馬上進行快速合模成型。一般來說,整個合模過程應在50秒內完成。閉模速度過慢,模腔中的物料有可能會發生局部的膠凝固化,這種現象在制品截面較薄處會較為明顯的出現;若閉模速度過快,除了會使物料出現組分分離的趨向外,有時也會出現排氣補暢、夾氣甚至有焦痕等缺陷。
過高的成型溫度和過慢的合模速度都會引起BMC模塑料的組分分離。因為在高溫下樹脂的硬度過低,在合模加壓時,樹脂會離析出來,并跑在(流向)填料和玻璃纖維的前面。當玻璃纖維的含量少于25%時,則要用較低的合模速度,才會獲得較好的制品質量。對于壁厚大于4.8mm得知品,采用較低的合模速度才能獲得質地致密均勻的制品,對于較厚的制品,為獲得更為均勻的固化速度,可以降低成型溫度。










 魯ICP備2021047099號
魯ICP備2021047099號