





RTM向LRTM的過渡
可以說,LRTM現(xiàn)在已經(jīng)在世界各地成為主流閉模工藝,盡管新RTM項目仍在實施,但無法改變其漸漸淡出的趨勢。原因很簡單,LRTM可以用僅占RTM三分之一的時間成本和三分之一的生產(chǎn)成本,制備出專業(yè)性強,尺寸精確的閉模制件。當然我們更不能忽視,如果在相同的生產(chǎn)經(jīng)營基礎上,LRTM比RTM需要安裝更少的基礎設施,和具備均勻化合理化的成本投入。
過去,人們常認為LRTM僅限于制備相對簡單和規(guī)模小的零件,但事實已經(jīng)證明,LRTM同樣可以制造部分形狀復雜,甚至夾金屬或泡沫芯的制件。即使纖維量高達55-62%的復合材料部件也可以利用LRTM成型工藝完成制備,而且單組分樹脂體系的注射和固化溫度只需要分別達到80℃和180℃即可。
此外,制件的規(guī)模也基本不受限制,LRTM已經(jīng)廣泛用于造船業(yè)就是一個最好的佐證。法國造船商Jeanneau已經(jīng)采用LRTM工藝超過6年了,現(xiàn)在用這種工藝能注射出長達142英尺且外形復雜的游艇甲板。目前,該公司還在繼續(xù)投資,以圖進一步將該工藝推廣到全部船體部件的制造上。
幾年前推出了一種多層插入模具技術(shù)(Multiple Insert Tooling technology - MIT),即將RTM的A模插入多層副模。當其中一層被注射樹脂時,另一層還可以做凝膠用,剩下的一層用來鋪設玻璃纖維。這可能會大大增加一套模具設備的生產(chǎn)量,從而縮短生產(chǎn)周期,要知道生產(chǎn)周期是決定制件注射和固化速度的唯一因素。在壓制過程中,可以迅速調(diào)整預加載層的位置,以保證能馬上投入新的注射周期。但是,隨著LRTM工藝開始流行,人們看到LRTM工藝可以像MIT一樣實現(xiàn)低成本量產(chǎn),最主要的是人們不再需要昂貴的模壓設備。
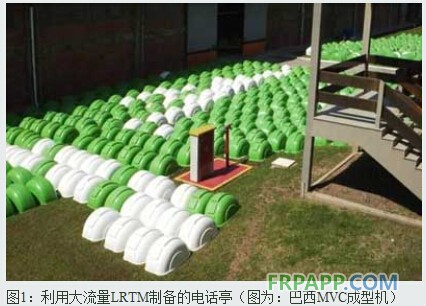
一臺裝備了多個LRTM模具的巴西MVC成型機每天實際生產(chǎn)650件表面積達到1.5平方米的膠衣涂層制品,多模LRTM的制備效率由此可見一斑。如今,LRTM設備生產(chǎn)商紛紛鼓勵他們的用戶至少用兩個A模配一個B模的方式以使生產(chǎn)效率翻番,而成本卻只需要增加三分之一。
投資氣動控制注射系統(tǒng)(pneumatically - controlled injection system)成為近年來的一種趨勢。例如,純氣動PneuJect III注塑機模型,可提供可編程的催化劑增加控制,自動沖洗和催化劑流量報警,精密注塑壓力/流量控制,催化劑/溶劑水平控制和警報功能。所有這些功能的實現(xiàn)不需要任何電器輔助,很適合玻璃鋼車間環(huán)境。而純氣動設備需要氣動壓力/真空傳感器(PPVS)的配合,即通過它感知LRTM模內(nèi)的注塑壓力,因此達到安全控制設備的產(chǎn)出水平的目的。


氣動設備的引入也推動著氣動壓力傳感器朝著更智能化的方向發(fā)展,用戶可以根據(jù)設置通過它準確感知樹脂是否充滿模腔。原理是通過傳感器向設備發(fā)送信號,來控制樹脂注射的進程,因此大大節(jié)省了操作者的勞力,和降低了人力估計的不準確因素。此外,傳感器還可以在無操作員介入的條件下,通過發(fā)送關(guān)閉信號實現(xiàn)對大型模具多個真空排氣口的自動控制。需要注意的一點是,這些純氣動設備都必須從頭開始設計,因為在目前的市場上沒有相當?shù)脑O備。
英文原文:
Reinforced Plastics: Where is the LRTM process currently being used?
Alan Harper: It would be safe to say that LRTM is now the mainstream closed mould method throughout the world and although new RTM projects are still being applied, they tend to be in a minority. The simple reason is that LRTM tooling can be manufactured in one-third of the time at one-third of the cost yet still deliver a professional, accurate, closed mould part. We must also not forget that LRTM requires far less infrastructure installation and cost amortised over similar RTM type production runs.
Reinforced Plastics: What types of part can LRTM be used for?
Alan Harper: It used to be said that LRTM was limited to relatively simple, small parts, however shistory has shown that parts with complex undercuts, metal, foam and all manner of inserts are now produced by LRTM. Even high fibre volume (55-62%) composite parts are moulded by the LRTM technology using single component resin systems injected at 80°C and needing curing at 180°C.
Size of part is also not restricted as can be seen in the boat industry. An excellent example is boat builder Jeanneau in France who have been injecting a 42 ft complex yacht deck by LRTM for over six years now and continue to invest in closed mould production for all their hulls.
Reinforced Plastics: What volumes of parts is LRTM suitable for?
Alan Harper: Some years ago we introduced a Multiple Insert Tooling technology called MIT whereby an RTM ‘A’ face composite mould had multiple mould replicas in the form of insert skins. While one was being injected, another could be gel-coated, and a third have the glass loaded. This brought about a serious increase in potential output from one production tool set and was heralded as the answer to speeding up cycle times as the only governing factor was how quickly the part could be injected and cured. Pre-loaded MIT skins were rapidly interchanged in the press allowing instant start of new injection cycle.
Once the LRTM process became popular we saw that multiple 'A' face LRTM moulds could be produced just as economically as the MIT skin so similar higher production runs could be realised economically, especially as we no longer employed a costly mechanical press.
One Brazilian moulder, MVC, actually achieved the production of 1.5 m2 gel-coated parts at a rate of 650 per day using multiple LRTM mould sets, which demonstrates how versatile the system is.
Today, we often advise clients to produce at least two 'A' face tools to match one 'B' face back tool as this immediately provides potential for twice the daily moulding output, yet incurring only a third extra tool cost.
Current developments
Reinforced Plastics: MVP has just launched a pneumatically-controlled injection system. What where the reasons behind this?
Alan Harper: Naturally, equipment to inject moulds has continually developed over the years. Although there has been a trend by many to advance electronic control using PLC (Programable Logic Controllers), MVP have responded to the need by also developing a new form of PLC (Pneumatic Logic Control). The all air-powered PneuJect III injection machine model, for example, offers programmable catalyst increase, auto flush and catalyst flow alarm, precise injection pressure/flow control and catalyst and solvent level, alarms. All these features are provided without the need to employ any electrical hardware. This is, understandably, more acceptable in the FRP workshop environment.
Reinforced Plastics: What other equipment developments are being introduced?
Alan Harper: Again, moving away from any standard form of electrical mould pressure sensing it became apparent that there was a need for pure pneumatics. This led to the introduction of the Pneumatic Pressure/Vacuum Sensor (PPVS), whereby the injection pressure inside the LRTM mould is sensed and consequently safely controls the machine output levels.
A further pneumatic sensor development ensued, designed to sense the resin arriving at the mould final fill point or a final fill zone by user choice. This enables the mould to signal the machine when to stop injecting thus removing the need for the operator to best guess a pre-determined mould shot count. It is also available to automatically control multiple vacuum vents on large moulds by signalling shut down without operator involvement.
All of these pure pneumatic equipment developments had to be designed from scratch as there were no pneumatic equivalents in the market.









 魯ICP備2021047099號
魯ICP備2021047099號